
如果说消费级芯片是“温室里的花朵”,那么通过了AEC-Q100认证的车规芯片就是“沙漠里的仙人掌”。AEC-Q100是由北美汽车电子委员会(Automotive Electronics Council)制定的集成电路失效机理应力测试标准。对于任何想要进入汽车前装供应链的芯片厂商来说,这是一张必须拿下的“入场券”。
AEC-Q100的核心:根据温度定等级
汽车不同位置的工作环境天差地别,因此标准首先将芯片分为四个等级:
- Grade 0: -40℃ ~ +150℃(发动机周边,要求最高)
- Grade 1: -40℃ ~ +125℃(大部分车身控制、变速箱)
- Grade 2: -40℃ ~ +105℃(仪表盘、车门电子)
- Grade 3: -40℃ ~ +85℃(座舱娱乐系统)
七大测试群组(Test Groups)全解析
AEC-Q100不仅仅是测一下高温,它是一套组合拳,包含7个群组(Group A ~ Group G):
| 测试群组 | 核心项目 | 测试目的 |
|---|---|---|
| Group A | PC, HAST, TC, HTSL | 环境加速应力: 模拟湿气、温度循环、高温存储对封装和芯片的影响。 |
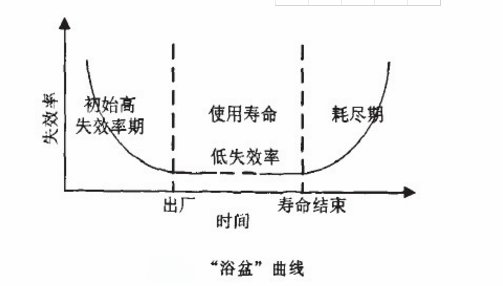
| Group B | HTOL, ELFR | 寿命模拟: 通过高温动态运行,预测芯片使用寿命(目标15年)。 |
| Group C | Wire Pull, Solderability | 封装组装完整性: 测试引脚焊接及键合丝强度。 |
| Group D | EM, TDDB, HCI | 晶圆制造可靠性: 验证晶圆厂工艺的稳定性(通常引用晶圆厂数据)。 |
| Group E | HBM, CDM, LU | 电性验证: 静电放电(ESD)及闩锁(Latch-up)抗扰度。 |
如何提高“一次性通过率”?
AEC-Q100认证周期长(通常3-6个月)、费用高,一旦失败重来的代价巨大。以下经验至关重要:
1. 晶圆工艺(Fab)的选择
不要试图用消费级的晶圆工艺去碰运气。必须选择经过汽车级认证(IATF 16949)的Fab厂,并确认其工艺节点的电迁移(EM)和热载流子注入(HCI)数据符合车规要求。
2. 封装材料的匹配
很多失败发生在Group A(环境测试)中的分层(Delamination)。车规芯片必须使用高纯度、低吸湿的塑封料(Mold Compound)和高可靠性的引线框架,且必须通过MSD(湿敏等级)测试。
3. 预测试(Pre-scan)
在正式送样前,强烈建议对HTOL(高温工作寿命)和TC(温度循环)这两个“杀手级”项目进行小批量的预测试,提前暴露设计短板。
总结
AEC-Q100不是终点,而是起点。它验证的是芯片在各种极端应力下的“底线”能力。只有深刻理解标准背后的失效物理模型,在设计之初就融入可靠性思维(DFR),才能从容应对这场严苛的考试。
晟安检测具备完善的AEC-Q100车规认证测试能力,实验室符合ISO 17025标准。我们提供从测试计划制定(Qualification Plan)、硬件板设计、环境应力测试到失效分析的全流程Turn-key服务,助推国产车规芯片快速量产上车。



